
DIN7991 Hatlapfejű, süllyesztett csavaros, szénacél, horganyzott, 8,8-as, 10,9-es





DIN7991 Hatlapfejű, süllyesztett csavaros, szénacél, horganyzott, 8,8-as, 10,9-es
Leírás
GYORSVálasz
GYORSIdézet
GYORSSzállítás
SZÁLLÍTÁSRA KÉSZ SZÁLLÍTÁS
10000+ Cikkszám a raktárban
Kötelezettséget vállalunk az RTS termékekre:
70% szállított tételek 5 napon belül
80% szállított tételek 7 napon belül
90% szállított tételek10 napon belül
Tömeges megrendelés esetén forduljon az ügyfélszolgálathoz

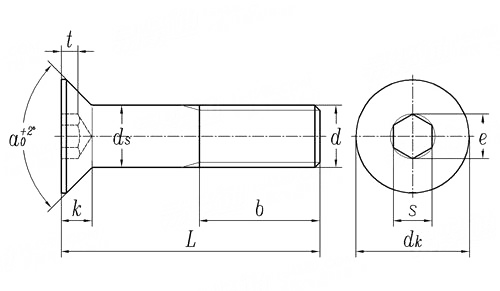
| d | M3 | M4 | M5 | M6 | M8 | M10 | M12 | (M14) | M16 | (M18) | M20 | (M22) | M24 | |
| P | Hangmagasság | 0.5 | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | 2.5 | 2.5 | 2.5 | 3 |
| α | tol.(+2) | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 60° | 60° |
| b | L≤125 mm | 12 | 14 | 16 | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 46 | 50 | 54 |
| 125<L ≤ 200 | / | / | / | 24 | 28 | 32 | 36 | 40 | 44 | 48 | 52 | 56 | 60 | |
| L>200 | / | / | / | / | / | 45 | 49 | 53 | 57 | 61 | 65 | 69 | 73 | |
| dk | Max = Névleges | 6 | 8 | 10 | 12 | 16 | 20 | 24 | 27 | 30 | 33 | 36 | 36 | 39 |
| Min | 5.7 | 7.64 | 9.64 | 11.57 | 15.57 | 19.48 | 23.48 | 26.48 | 29.48 | 32.38 | 35.38 | 35.38 | 38.38 | |
| ds | Max = Névleges | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 |
| Min | 2.86 | 3.82 | 4.82 | 5.82 | 7.78 | 9.78 | 11.73 | 13.73 | 15.73 | 17.73 | 19.67 | 21.67 | 23.67 | |
| e | Min | 2.3 | 2.87 | 3.44 | 4.58 | 5.72 | 6.86 | 9.15 | 11.43 | 11.43 | 13.72 | 13.72 | 16 | 16 |
| k | Max | 1.7 | 2.3 | 2.8 | 3.3 | 4.4 | 5.5 | 6.5 | 7 | 7.5 | 8 | 8.5 | 13.1 | 14 |
| s | Névleges | 2 | 2.5 | 3 | 4 | 5 | 6 | 8 | 10 | 10 | 12 | 12 | 14 | 14 |
| Min | 2.02 | 2.52 | 3.02 | 4.02 | 5.02 | 6.02 | 8.025 | 10.025 | 10.025 | 12.032 | 12.032 | 14.032 | 14.032 | |
| Max | 2.1 | 2.6 | 3.1 | 4.12 | 5.14 | 6.14 | 8.175 | 10.175 | 10.175 | 12.212 | 12.212 | 14.212 | 14.212 | |
| t | Max = Névleges | 1.2 | 1.8 | 2.3 | 2.5 | 3.5 | 4.4 | 4.6 | 4.8 | 5.3 | 5.5 | 5.9 | 8.8 | 10.3 |
| Min | 0,95 | 1.55 | 2.05 | 2.25 | 3.2 | 4.1 | 4.3 | 4.5 | 5 | 5.2 | 5.6 | 8.44 | 9.87 | |
Részletes leírás


A nagy szilárdságú rögzítők horganyzáskor ropogósságot adnak.Különös figyelmet igényel.
A hidrogénes ridegséget általában a stressz hatására bekövetkező késleltetett törés jellemzi.Voltak autórugók, alátétek, csavarok, lemezrugók és egyéb horganyzott alkatrészek, néhány órával az összeszerelés után, a törés aránya 40% ~ 50%.Egy speciális termék kadmiummal bevont alkatrészeinek felhasználása során szakaszos repedés történt, és megoldódott egy nemzeti kulcsprobléma, és szigorú dehidrogénezési eljárást fogalmaztak meg.Ezen túlmenően vannak olyan hidrogénes ridegség, amely nem mutat késleltetett törési jelenséget, mint például: galvanizáló akasztó (acélhuzal, rézhuzal) a többszörös galvanizálás és pácolás miatt, a hidrogén behatolása súlyosabb, használat közben gyakran megjelenik egy hajtás. törékeny törés jelenség fordul elő;Egy vadászpuska tüskéje többszöri krómozás után a földre esett és eltört;Néhány kioltott rész (nagy belső feszültség) pácoláskor megreped.Ezek az alkatrészek erősen hidrogénezettek és külső igénybevétel nélkül megrepednek, amivel már nem lehet visszaállítani az eredeti szívósságot dehidrogénezéssel.
Minél nagyobb az anyag szilárdsága, annál nagyobb a hidrogén ridegség érzékenysége.Ez egy olyan alapfogalom, amelyet a felületkezelő technikusoknak tisztáznia kell a galvanizálási folyamat specifikációinak összeállításakor.A nemzetközi szabványok által megkövetelt σb >105 kg/mm2 szakítószilárdságú acélokat lemezezés előtti feszültségnek és ennek megfelelően lemezezés utáni dehidrogénezésnek kell alávetni.A francia repülési ipar megfelelő dehidrogénezést ír elő a σs >90 kg/mm2 folyáshatárú acél alkatrészekhez.
Az acél szilárdsága és keménysége közötti jó megfelelésnek köszönhetően intuitívabb és kényelmesebb az anyag hidrogénridegesség-érzékenységét keménység alapján megítélni, mint szilárdság alapján.Mert a tökéletes termékrajzolási és megmunkálási folyamatot acélkeménységgel kell megjelölni.A galvanizálás során azt találtuk, hogy az acél HRC38 körüli keménysége a hidrogénridegedéses törés kockázatát mutatta.A HRC43-nál magasabb részek esetében mérlegelni kell a dehidrogénezést a bevonat után.Ha a keménység körülbelül HRC60, akkor a felületkezelés után azonnal el kell végezni a dehidrogénezést, különben az acél alkatrészek néhány órán belül megrepednek.
Csomagolás






Rólunk







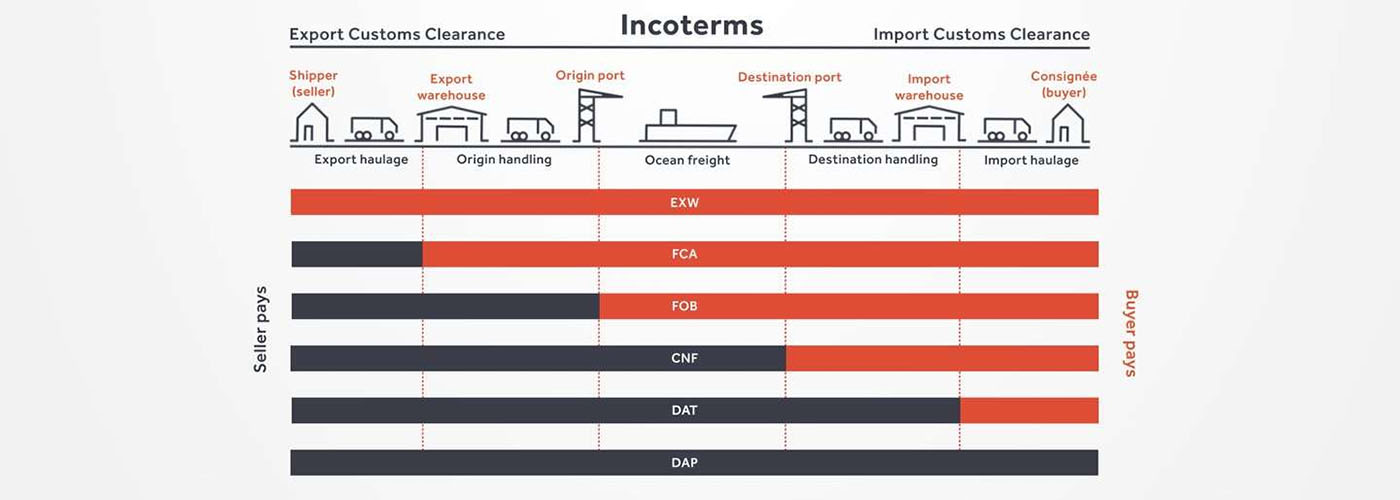
* A következő diagram a különböző kereskedelmi incotermeket azonosítja.Kérjük, válassza ki a kívántat.
HOT-AKCIÓS TERMÉK
A minőség az első, a biztonság garantált
-

Alapozó horgonycsavar L alakú csavar Carbon acél...
-

IFI 111 UNC UNF karimacsavar közepes szénacél...
-

Teljes menet DIN933 rozsdamentes acél hatlapfejű Bol...
-

DIN7991 Hatlapfejű, laposfejű CSK csavaros st...
-

Rozsdamentes acél 304 316 U csavar U bilincs csőhöz...
-

DIN 603 kocsicsavar horganyzott horganyzott gr...





