
DIN7991 Hatlapú belső kulcsnyílású, süllyesztett fejű csavar, szénacél, horganyzott, 8.8-10.9-es minőség





DIN7991 Hatlapú belső kulcsnyílású, süllyesztett fejű csavar, szénacél, horganyzott, 8.8-10.9-es minőség
Leírás
GYORSVálasz
GYORSIdézet
GYORSSzállítás
SZÁLLÍTÁSRA KÉSZ
10000+ SKU raktáron
Elkötelezettek vagyunk az RTS termékek iránt:
70% kézbesített tételek 5 napon belül
80% kézbesített tételek 7 napon belül
90% kézbesített tételek10 napon belül
Tömeges rendelések esetén kérjük, vegye fel a kapcsolatot az ügyfélszolgálattal

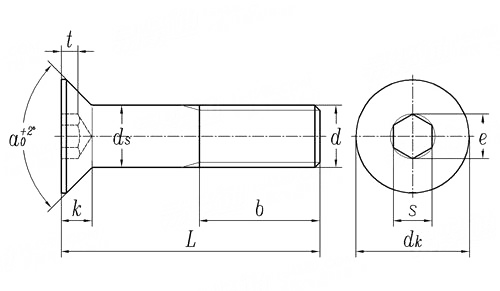
| d | M3 | M4 | M5 | M6 | M8 | M10 | M12 | (M14) | M16 | (M18) | M20 | (M22) | M24 | |
| P | Hangmagasság | 0,5 | 0,7 | 0,8 | 1 | 1.25 | 1.5 | 1,75 | 2 | 2 | 2.5 | 2.5 | 2.5 | 3 |
| α | tol.(+2) | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 60° | 60° |
| b | H≤125 mm | 12 | 14 | 16 | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 46 | 50 | 54 |
| 125 < liter ≤ 200 | / | / | / | 24 | 28 | 32 | 36 | 40 | 44 | 48 | 52 | 56 | 60 | |
| 200 liter | / | / | / | / | / | 45 | 49 | 53 | 57 | 61 | 65 | 69 | 73 | |
| dk | Max=Névleges | 6 | 8 | 10 | 12 | 16 | 20 | 24 | 27 | 30 | 33 | 36 | 36 | 39 |
| Min. | 5.7 | 7.64 | 9.64 | 11.57 | 15.57 | 19.48 | 23.48 | 26.48 | 29.48 | 32.38 | 35.38 | 35.38 | 38.38 | |
| ds | Max=Névleges | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 |
| Min. | 2.86 | 3.82 | 4.82 | 5.82 | 7.78 | 9,78 | 11.73 | 13.73 | 15.73 | 17,73 | 19,67 | 21.67 | 23,67 | |
| e | Min. | 2.3 | 2.87 | 3.44 | 4.58 | 5.72 | 6.86 | 9.15 | 11.43 | 11.43 | 13.72 | 13.72 | 16 | 16 |
| k | Max | 1.7 | 2.3 | 2.8 | 3.3 | 4.4 | 5.5 | 6.5 | 7 | 7.5 | 8 | 8.5 | 13.1 | 14 |
| s | Névleges | 2 | 2.5 | 3 | 4 | 5 | 6 | 8 | 10 | 10 | 12 | 12 | 14 | 14 |
| Min. | 2.02 | 2.52 | 3.02 | 4.02 | 5.02 | 6.02 | 8.025 | 10.025 | 10.025 | 12.032 | 12.032 | 14.032 | 14.032 | |
| Max | 2.1 | 2.6 | 3.1 | 4.12 | 5.14 | 6.14 | 8.175 | 10.175 | 10.175 | 12.212 | 12.212 | 14.212 | 14.212 | |
| t | Max=Névleges | 1.2 | 1.8 | 2.3 | 2.5 | 3.5 | 4.4 | 4.6 | 4.8 | 5.3 | 5.5 | 5.9 | 8.8 | 10.3 |
| Min. | 0,95 | 1,55 | 2.05 | 2.25 | 3.2 | 4.1 | 4.3 | 4.5 | 5 | 5.2 | 5.6 | 8.44 | 9,87 | |
Részletes leírás


A nagy szilárdságú rögzítőelemek horganyzás után ropogósságot biztosítanak. Különös figyelmet igényelnek.
A hidrogénridegedést általában késleltetett törés jellemzi feszültség alatt. Vannak autóipari rugók, alátétek, csavarok, lemezrugók és egyéb horganyzott alkatrészek, amelyek összeszerelés után néhány órával 40% ~ 50% törési arányt mutatnak. A kadmiummal bevont speciális alkatrészek gyártása során sorozatgyártású repedések és törések léptek fel, és ez a nemzeti kulcsfontosságú probléma megoldódott, szigorú dehidrogénezési eljárást dolgoztak ki. Ezenkívül vannak olyan esetek is, amikor a hidrogénridegedés nem mutat késleltetett törési jelenséget, például: galvanizáló akasztók (acélhuzal, rézhuzal) a többszöri galvanizálás és pácolás miatt a hidrogén behatolása komolyabb, és használat közben gyakran gyűrődések és rideg törési jelenség jelentkezik; a sörétes puska tüskéje többszöri krómozás után a földre esik és eltörik; egyes edzett alkatrészek (nagy belső feszültség) pácoláskor megrepednek. Ezek az alkatrészek erősen hidrogénezettek és külső feszültség nélkül is megrepednek, így dehidrogénezéssel már nem lehet visszaállítani az eredeti szívósságot.
Minél nagyobb az anyag szilárdsága, annál nagyobb a hidrogénridegedési érzékenység. Ez egy alapvető koncepció, amelyet a felületkezelő szakembereknek tisztázniuk kell a galvanizálási eljárás specifikációinak összeállításakor. A nemzetközi szabványok által előírt σb>105kg/mm2 szakítószilárdságú acélokat ennek megfelelően kell galvanizálás előtti feszültségnek és galvanizálás utáni dehidrogénezési kezelésnek alávetni. A francia repülőgépipar megfelelő dehidrogénezési kezelést ír elő a σs>90kg/mm2 folyáshatárú acélalkatrészek esetében.
Az acél szilárdsága és keménysége közötti jó összefüggés miatt intuitívabb és kényelmesebb az anyag hidrogénridegedési érzékenységét keménység alapján megítélni, mint szilárdság alapján. Mivel a tökéletes termékrajzolási és megmunkálási folyamatot az acél keménységével kell megjelölni. A galvanizálás során azt tapasztaltuk, hogy a HRC38 körüli acélkeménységnél megnőtt a hidrogénridegedési törés kockázata. A HRC43-nál magasabb keménységű alkatrészek esetében a galvanizálás után dehidrogénezést kell fontolóra venni. Amikor a keménység körülbelül HRC60, a dehidrogénező kezelést a felületkezelés után azonnal el kell végezni, különben az acél alkatrészek néhány órán belül megrepednek.
Csomagolás






Rólunk







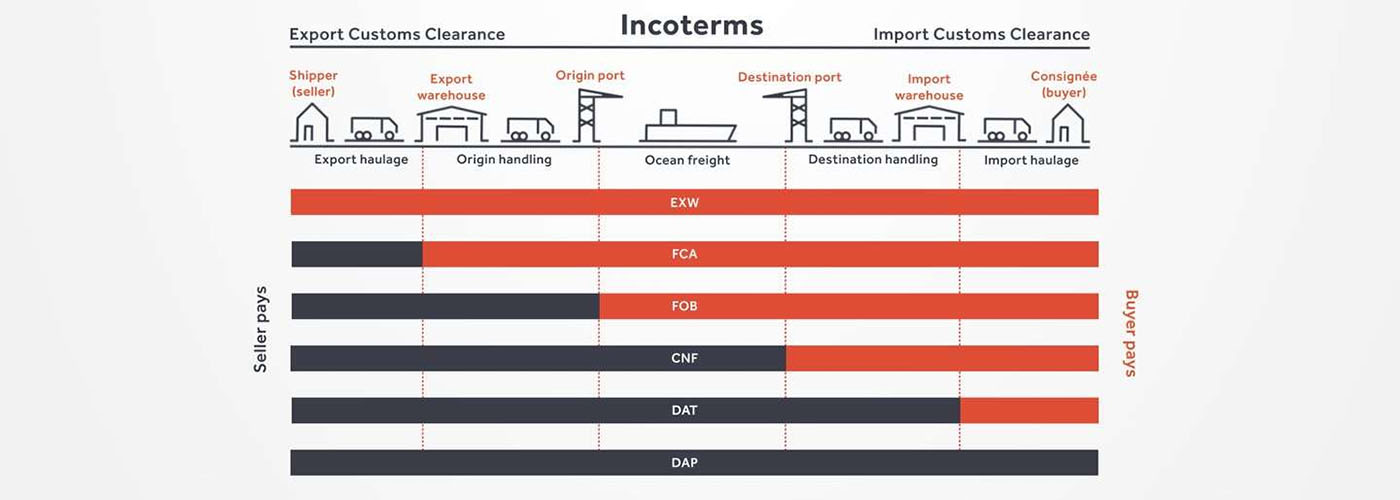
* Az alábbi ábra a különböző kereskedelmi Incoterms-eket mutatja be. Kérjük, válassza ki az Önnek megfelelőt.
FORRÓAN AKCIÓS TERMÉK
Minőség az első, biztonság garantált
-

DIN6921 karimás csavar, szénacél, fekete oxid, gr...
-

ASME B18.5 kerek fejű, négyszögletes nyakú kocsicsavar...
-

DIN7991 hatszögletű belsőkulcsú süllyesztett csavar, karbi...
-

Szénacél, cinkkel bevont DIN912 hatszögletű belső kulcsnyílású ...
-

DIN7991 hatszögletű belsőkulcsú laposfejű CSK csavar, rozsdamentes acél...
-

DIN 603 horganyzott horganyzott acél kocsicsavar...